Basic Engineering for Partial Renewal of Existing Demineralization Plants
Scope of the components to be renewed:
- Chemical dosing station, divided into acid and caustic module
- 2 double deck gravel filters (Ø 3.000mm * 5.000mm)
- 2 VE lines with a maximum capacity of 250 t/h each
Processing Procedure
The special challenge of this project is the supply of regenerant chemicals to various existing and new plants by only one chemical dosing station. All process steps of the respective plants have to be considered according to dimensioning, location and chemical requirements.
Special attention was focused on the initial parallel operation of the old and the new station in order to avoid operational failures due to disturbances during commissioning. The design of the piping therefore also takes into account the changeover from the old to the new chemical dosing station.
In order to minimize risks, the chemicals are also mixed immediately after the dosing station and then fed to the respective places of use.
All planning and construction was based on site inspections and on-site measurements. The existing structures were already taken into account as far as possible in the basic engineering.
Engineering, Construction and Assembly, plus Commissioning of a Hydrochloric Acid Treatment Plant in Spain
In this project a treatment plant for hydrochloric acid in Spain with a throughput capacity of 5 m3 / h was designed and realized. The plant consists of two activated carbon filters and two ion exchangers, which are connected in series. The task of the treatment plant is to remove the final impurities.

Scope of the hydrochloric acid treatment plant (main components):
- 2 activated carbon filters (Ø 1.500 mm*9.000 mm)
- 2 ion exchangers (Ø 1.200 mm*2.000 mm)
- 1 fully automatic regeneration station.
- 4 resin or coal catcher
- Piping completely prefabricated
- Fittings + measurements
- Pneumatic + electrical components
- Control with integration into the existing control system
Processing Procedure
The process was designed in consultation with the customer. Thus, the dimensions and materials were selected in advance and the regeneration steps for the economic operation of the plant were determined. The activated carbon filters are rinsed and treated less frequently and therefore partly manually, whereas a fully automatic regeneration is planned for the ion exchangers. The special feature during the design phase was to keep the dimensions as compact as possible for truck transport and installation at the difficult to access location. After the production of vessels, pipe parts and supports, the plant was pre-assembled at the KB.tec GmbH plant. The individual vessels were piped and wired to stable steel frames. In addition, a single tubular frame was also provided, which was connected to the tanks on site. The mechanical assembly of the complete plant at its final position was completed in only two weeks. After filling in the filter material and integration into the existing pipe network by the customer, commissioning was carried out in two steps: At the beginning all process procedures were extensively tested with water. Last adjustments of the step sequence could thus be run through several times without any risk. Only after the complete optimization of the control processes was the plant filled with hydrochloric acid and put into operation.








Basic Engineering of a Condensate Treatment Plant in Germany
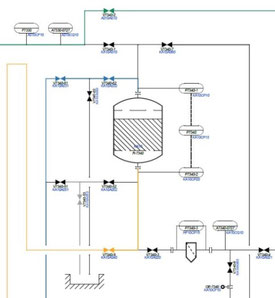
In this project, a condensate treatment plant with a total capacity of maximum 450 t/h was designed and constructed within the Framework of basic engineering. The plant consists of three successive treatment steps: two candle filters, cation exchanger, followed by 2 mixed beds. For the pre-treatment two candle filters are used in parallel. The addition of corrosion inhibitors to the feed water increases the load on the cation exchanger. Therefore, a separate cation exchanger is installed upstream of the two mixed beds in parallel, which are used for fine purification of the condensate.
Scope of condensate treatment (main components):
- 2 Candle Filters (Ø 1.400 mm * 2.000 mm)
- 1 Cation Exchanger (Ø 2.800 mm * 2.000 mm)
- 2 Mixed Beds (Ø 2.800 mm * 3.000 mm)
- 3 Resin Catcher
- 2 Tanks for Regenerating Agent, with filling station
- 1 fully automatic Regeneration Station
- Pipeline Planning according to the Customer's Factory Standards
- Equipment-Lists for Components, Fittings and
- Instrumentation
Work Flow
After the process design the construction of the plant components and their layout planning took place. For the layout, the customer specified a defined area. The plant design, including a supplementary proposal for the steel structure planning of the plant housing, was discussed and optimized several times with the customer. During a joint HAZOP, all procedural steps for the safe operation of the plant were examined in advance
and the basis for the approval planning of the plant was worked out. At the end of basic engineering, a detailed cost estimate of the planned scope of the plant was submitted.
Engineering, construction and commissioning of a brine treatment plant in Germany
In this project, a brine treatment plant with a total capacity of 165 m³ / h was designed and installed in Germany. The plant consists of three ion exchangers. Two ion exchangers soften the brine and a downstream ion exchanger removes heavy
metals from a partial stream of brine. The complexity caused by high operating temperatures, high operating pressures and aggressive media was successfully solved.
Scope of the brine treatment plant (main components):
- 3 ion exchanger/ co-current (Ø 2.700 mm * 3.000 mm)
- 1 fully automatic regeneration station
- 2 resin traps
- Piping system completely prefabricated
- Armatures and measuring devices
- Pneumatical and electrical components
Project processing procedure
After the process design, the customer's HAZOP was accompanied by KB.tec. Based on the designed dimensions and materials, all process steps were developed for the safe operation of the plant. The ion exchangers are regenerated fully automatically in a cycle of 72 hours. After the production of containers, pipe parts and supports, the system was partially pre-assembled at the KB.tec GmbH plant.

The system logic (connecting lines with all automatic fittings) was pre-piped and wired in two robust stainless steel frames. GRAFCET step chains were transferred to the customer to describe the control sequence for this subsystem. The customer was thus able to order a control system for the entire plant.
After filling the filter material, the plant was commissioned under supervision and support of KB.tec GmbH. All process procedures were tested with water. The last adjustments of the step chains could therefore be carried out several times without any danger. Following the test run, the plant was filled

with brine and put into operation. In the later operation of the plant, the regeneration steps were observed and optimized.
Engineering, Construction and Commissioning for the Renewal of a Sugar Decolorization Plant

In this project, the existing sugar decolorization plant, with a total capacity of maximum 21m³/h and 62°BX, was replaced by a new plant. The design and installation includes a decolorization filter with a downstream cation exchanger. The difficulty of the project was the limited execution time, which was limited to the short time of the shutdown.
Project Scope:
- Decolorizing Filter ( Ø 2.400 mm * 4.300 mm )
- Cation Exchanger ( Ø 2.600 mm * 4.400 mm )
- 2 Booster Pumps
- 2 Front Piping (prefabricated)
- Fittings + Measurements
- Pneumatic + Electrical
- Components
Project processing procedure:
KB.tec was commissioned with a "basic engineering" in the preparation of the project. This included the design and control of the process sequences, various Installation proposals and the revision of the fittings and measuring points.
After all the technical and commercial details had been clarified, KB.tec was also given the task of carrying out the project. In order to save "valuable time" during the implementation on site, pipe parts, fittings and sub-distribution boxes were pre-assembled on stainless steel frames on KB.tec GmbH premises. This allowed the work on the connecting pipelines to be performed on site within the specified time frame. The valves are triggered via the new valve terminal groups which are installed in the sub-Distribution boxes and controlled by the higher-level control system. After filling in the filter material, the plant was commissioned with the support of KB.tec GmbH. All process modes were tested with water. Last adjustments of the Control system could therefore be run through several times without any danger. Following the trial operation, the plant could be put into operation. Finally, flushing and optimization of the filling quantities was carried out.
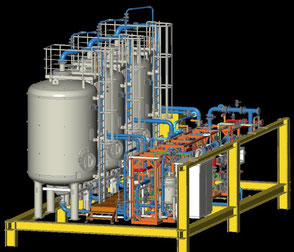
Engineering, Design and Supervision of a brine treatment plant in Colombia (75 m³ / h)
For this project a brine treatment plant with a total capacity of 75 m³ / h was constructed and realized in Colombia. The complexity caused by high operating temperature, high operating pressure and aggressive media has been solved successfully.
A special feature of the plant: During the commissioning one out of three ion exchangers acts as a mercury trap and the following two ion exchangers serves to soften the salt brine. In the further course of commissioning all three ion exchangers serves to soften the salt brine for the downstream chlorine-membrane-electrolysis.
Scope of the brine treatment plant (main components):
- 3 ion exchanger/ co-current (1.700 mm * 3.000 mm)
- 1 fully automatic regeneration Station
- 1 resin trap
- Piping system completely prefabricated
- Armatures and measuring devices
- Pneumatical and electrical components
Project course
KB.tec GmbH undertook the tasks of engineering, construction and supervision for the project. Thus the plant components were designed, manufactured, packaged and shipped to Colombia by KB.tec GmbH. In Colombia the plant was installed by the client. But the assembly and commissioning works were supervised and supported by KB.tec.
The commissioning of the plant was made in two steps: Initially, one out of three ion exchangers’ acts as mercury absorption and the other two were used in the lead-leg process to soften the salt brine. After an operation period of approx. two months, the brine circuit is free of mercury and the operation was switched to three ion exchangers for softening.
After the change of the ion exchanger material of the first column the plant was commissioned successfully in cooperation with the client. In addition various operation modes have been tested successfully. Since August 2016, the plant successfully produces softened salt brine.
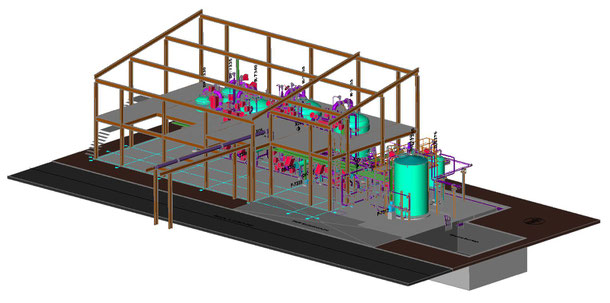
A decarbonisation plant for the complete process water of the company Henkel at the Düsseldorf-Holthausen location

For the Henkel company, a new decarbonisation plant with a total capacity of 2 x 600 m3/ h was design, installed and commissioned. The difficulty of the task consisted in the fact that at the beginning the existing rapid-decarbonisation plant had to remain partially operating.
Scope of the decarbonisation plant (main components):
- 3 pressure boosting pumps (300 m3/h, 15 kW)
- 2 regeneration station for acids
- 2 CO2 deaerator incl. fan (3000 mm x 4000 mm)
- 4 ion exchanger co-current (2800 mm x 2500 mm)






Project Course
The components were installed in two construction phases. After the first components in the first construction phase were installed and commissioned, a part of the existing plant could be disassembled and the second construction phase could be started.
The installation and commissioning of the plant took place in close cooperation and coordination with its operating personnel.
After the successful commissioning of the new decarbonisation plant in 2013, the existing plant could be closed down and disassembled.
Brine treatment plant for chlorine-alkali electrolyses
For the company Vinnolit an existing brine treatment plant was scaled up from a total capacity of 250 t/h to a total capacity of 450 t/h. The task was difficult because of
the existing framework conditions.
The Upscale took place of the existing limited area and should recycle as much existing Equipment as possible. Further the construction measures time was limited to 5 days (from the reconstruction of the old plant to the start up of the new plant).
The assembly started on the 1st of june and ended with the report ready on the 6th
of june in 2008.
Since then the plant is successfully in operation.
The execution of this project is another evidence of the qualification and performance of the company and ist employees.